Intelligent Orchestration of GTP Operations
In part 1 of this three part series, we discussed how vendor-agnostic Honeywell software can enable an overlapping wave strategy that significantly improves the performance of automated storage and retrieval systems (AS/RS). In this second part, we’ll examine how novel real-time, decision-making algorithms can take these improvements to an even higher level, boosting the order fulfillment rates of goods-to-person (GTP) stations by up to 40%. This can be accomplished by orchestrating GTP operations with advanced optimization strategies driven by machine learning and artificial intelligence (AI).
How GTP Order Processing Works
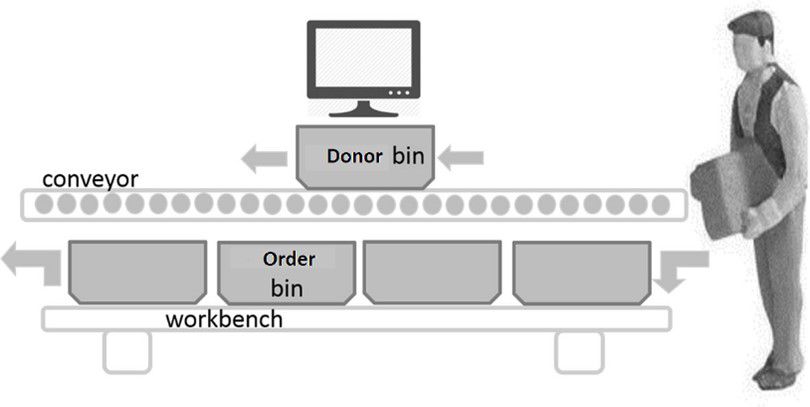
Figure 1 shows a typical picking workstation, in which a human operator receives items (SKUs) in bins or totes delivered from an interconnected storage system such as AS/RS (hereafter referred to as “donor” bins). Based on instructions displayed on the monitor, the operator picks the required items from the current donor bin and transfers them to another bin associated with one or more customer orders (hereafter referred to as “order” bins). Donor bins return to the storage system when they have served the required quantities or become empty. Order bins leave the station when all the associated line items have been fulfilled.
Common GTP Challenges
As part of order fulfillment process, it’s typical to pre-assign a donor bin for each individual SKU, which is then used for all orders. As we discussed in part 1, however, this approach can create bottlenecks when high-demand items show up in multiple orders in a wave because the same donor bin will be assigned to serve more than one order. This challenge can be relieved with the more complex — but efficient — strategy of assigning multiple donor bins to popular line items, decreasing the overall retrieval time from the AS/RS and improving throughput.
Taking this concept one step further, we can see how it impacts performance at the picking station. This is largely determined by how efficiently the order processing sequence lines up with the associated arrival sequence of donor bins. Figure 2 provides a glimpse of how the unpredictable arrival of donor bins can have a negative effect on a GTP station.
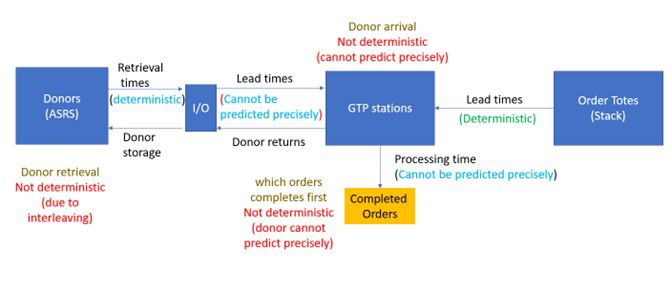
- Although the donor retrieval time from the AS/RS to the GTP station can be calculated based on shuttle and lift speeds (or crane speed), the ideal time to initiate retrieval of the donor bin must be balanced against the storage tasks of the same bin. As a result, donor bin retrieval times are not deterministic, i.e., they can be predicted with some accuracy, but not precisely.
- The arrival sequence of retrieved donors at any given GTP station is dependent on the traffic and slot availability at the GTP station. Since either of these factors may delay a bin or force it to recirculate, the arrival time of any given donor bin at the GTP station is also non-deterministic.
- In addition, the order completion sequence at a GTP station is itself non-deterministic, because order completion is dependent on the arrival of all required donor bins.
These three common challenges reveal that GTP operation throughput is largely dependent on a synchronized orchestration between order and donor totes. Although plans that provide better sequencing may deliver some improvement, they aren’t sufficient to yield the best throughput. This is because uncertainty in donor arrival disrupts planning, which in turn slows order fulfillment time, makes GTP operation inefficient, and at times leads to lower performance.
Today, the most common solutions for GTP operations are largely rule-based, such as round-robin, highest capacity station, fill-first and high-donor affinity. By allocating prioritized orders to GTP stations, these approaches work well to overcome some of the uncertainty detailed above. At best, however, they provide balanced but suboptimal GTP operation — leaving behind a huge potential for improvement opportunity that is difficult to realize.
A Smarter GTP Solution
Honeywell Intelligrated’s algorithms are designed in a novel way, with the goal of maximizing and sustaining order throughput momentum at each GTP station. This is accomplished by minimizing the number of trips each donor bin needs to make, while maximizing the number of order picks that can be made during each trip.
The algorithm uses a two-step optimization process involving both planning and execution:
Step 1: Maximize the order fill rate by matching a set of orders with an optimal set of donors.
When comparing a set of donors, up to the donor capacity of all GTP stations, an AI/machine learning algorithm is iteratively performed over all donors. The goal of this process is a maximally sustained order fulfillment rate as the donors associated with the order sequences become available on the floor. Note that the order sequence obtained in this step is not enforced or implemented right away; the actual order sequence that gets released for fulfillment is decided in step 2. This addresses the uncertainty associated with donor arrivals mentioned earlier.
Step 2: Make real-time assignments of each order to GTP stations to maximize utilization of the donors currently at GTP stations or in recirculation.
This step is triggered when a GTP station has an order slot available for fulfillment. Real-time intelligent decisions are made in sub-seconds, selecting an order from the planned sequence computed in step 1 and assigning it to a GTP station that has the capacity to fulfill it. This strategy simultaneously maximizes the picks per donor and the order fulfillment rate by considering all available donors — both within the GTP station and in recirculation — along with any new donors that need to be retrieved.
It’s worth noting that neither of these steps have objectives which are dependent on donor travel or retrieval time from the AS/RS to the GTP stations, nor on the order processing time required at the stations. Yet the system still makes optimal decisions about the order sequence, providing sustained throughput at each GTP station while efficiently addressing the challenges caused by uncertainty in donor arrival.
An Example of the Algorithm in Practice
The effectiveness of the algorithm can be demonstrated with a simple example. A set of 100 orders, mapped to 37 donors, was to be fulfilled using three GTP stations. Each station was configured with two donor tote positions and six order tote positions. When put to the test, Honeywell Intelligrated’s smart GTP solution was reported at least 22% more efficient compared to any of the traditional rule-based GTP operation strategies.
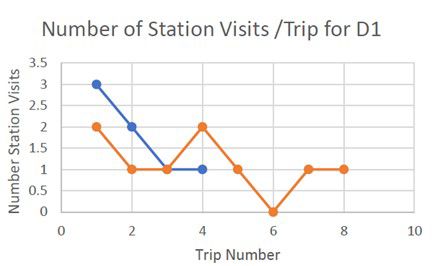
Figure 3 shows the results for a typical donor bin, identified here as “D1”. In the smart solution (shown in blue) D1 completed the maximum possible number of picks per trip when retrieved, thereby making fewer trips overall. By comparison, the same donor made twice as many trips — with very few picks each time it was retrieved — when a traditional rule-based algorithm was implemented.

In addition to providing a sustained and high order fill rate, Honeywell Intelligrated algorithms reduce AS/RS bottlenecks by only retrieving the minimum number of donors needed, while also minimizing the number of times each donor needs to be retrieved. Bottlenecks in each station are handled efficiently by routing the correct order totes to the correct stations at the correct times, delivering the best picking performance at each GTP station.
To subscribe to the Honeywell Intelligrated blog and get exclusive communications and updates, click here.